Süperfiniş, mikrometre mertebesindeki yüzey talepleri için zımparalama yöntemidir.
Süperfiniş yöntemi:
Optimum yüzeyler için hassasiyet işlemesi 15 sene önce taş ile taşlama hassas yüzey işlemesinde geçerli yöntemdi. Bugün Süperfiniş (= parlatıcı bant zımparalama) yöntemi yeni standardı oluşturmaktadır. Azalan işleme süreleri ve hassas yüzeyler, ekonomik finiş işleminin sonuçlarıdır.
Süperfiniş, taş ile taşlamayı ve sert tornalamayı tamamlar, yüzeyleri en uygun duruma getirir ve işleme sürelerini kısaltır. Böylece ön işlemesi yapılan yüzeyler ekonomik şekilde işlenir.
Hedef
Bu metot, işletmecinin pratikte her çeşit malzemeden yapılmış simetrik dönen iş parçalarında yüksek ve tekrarlanabilir yüzey kalitelerine ulaşmasını sağlar. Böylece yüzey yapısı mikrometre mertebesinde iyileştirilir – 0,004 µm Ra değerine kadar!
Bu yöntemin avantajı, tüm yüzeyin düzgün ve eşit olmasıdır. Süperfiniş taşıyıcı kısmı ve böylece aşınma dayanımını arttırır. Malzeme erozyonu büyüklük olarak birkaç mikrometre mertebesinde olur.
Süperfiniş işlemi yumuşak kabuk denen amorf malzeme yapısını aşındırır. 0,002 ile 0,008 mm arası kalınlığındaki yumuşak kabuk tabaka taş ile taşlama sırasında yüksek talaş kaldırma ısıları nedeniyle ortaya çıkar. Bunun sonucunda sıcaklık ve basınç etkileri ile değişen ve zayıflayan yaklaşık 5 mm derinliğinde bir malzeme yapısı oluşur.
Süperfiniş yöntemi kullanıcının pratik olarak her tür yüzey kaltesine ve parlakılığına ulaşmasına izin verir, zira sadece pürüzlülüklerin uçları tıraşlanmaktadır. Böylece iş parçasında hiçbir geometrik değişiklik olmaz. Aşırı ölçüler, örneğin taşlama ölçü fazlalıkları uzaklaştırılamaz.
İşlem tarzı
Yüzey işlemesi zımparalama bantlarının yardımıyla olur. Bunlar 15 ile 50 m arası uzunluktadır ve tane büyüklüğü olarak 0,1 ile 100 µm arası mevcuttur.
Bandın sarılması devir ayarlı bir motor ile yapılır. İlerleme değeri kademesiz ayarlanabilmektedir. Bant, iş parçasının yüzeyinde iş parçası ekseni boyunca titreşimle hareket eden elastomer malzemeden yapılmış bir baskı makarası üzerinden yürür. Yeni zımparalama maddesinin sürekli olarak verilmesiyle, tüm yüzey üzerinde eşit ve düzgün yüzey finiş kalitesine ulaşılır.
Ayarlanmış titreşim frekansının, süperfiniş cihazının doğru ilerleme değerinin ve işlenecek iş parçasının devir sayısının birlikte hareket etmesi istenen taşlama sonucunu yaratır. Parlatıcı zımparalama suyun veya çalkalama emülsiyonunun yardımı ile gerçekleşir. Tüm cihazlar, yöntemin avantajlarının bilinen torna tezgahlarında da elde edilebilecek şekilde makine kapsamında düşünülmüştür.
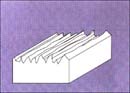 |
İş parçası yüzeyi Şematik gösterim: Finiş işleminden önceki yüzey yapısı, tepe ve çukur olarak çok iyi fark ediliyor. |
 |
Taş ile taşlama Taş ile işlendikten sonra iyileştirilmiş yüzey, ancak tane kırılması nedeniyle iyi fark edilen taşlama yivleri. |
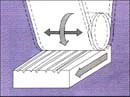 |
Film ile süperfiniş işlemi Titreyen film çapraz zımparalama ile taşıyıcı kısmı yükseltir. Sabit ve tekrar üretilebilir bir yüzey meydana gelir. |
Süperfiniş işleminin taş ile taşlama işlemi ile karşılaştırılması
Taşlama veya honlama taşlarıyla çalışılması durumunda, daima tekrar gözlenen tane kırılması ve bundan dolayı meydana gelen taşlama izleri süperfiniş işleminde önlenir. Süperfiniş işleminin bir diğer avantajı zımparalama işlemi sırasındaki temiz çalışma tarzıdır, zira soğutma sıvısı olarak sadece veya zımparalama emülsiyonu ile çalışılır, oysa taş ile taşlamada honlama yağları kullanılır. Tekrar hazırlama ve imha etme konuları da böylece basit ve ekonomik olur.
Süperfiniş işleminin silindirik parlatma ile karşılaştırılması
Yöntemin seçim nedeninin yüzey yoğunluğu değil yüzey sertliği olduğu durumlarda, süperfiniş yöntemi aynı şekilde avantajlar getirir. Silindirik parlatmanın yöntem bakımından sınırları dardır ve bu nedenle özel iş parçalarında kullanılır. Böylece örneğin çok büyük sertlik derinliklerinde sert uç noktaların dönüştürülmesi mümkündür ki bunlar balık pulu oluşumuna yol açar. Silindirik parlatmada meydana gelen yüksek kuvvetler mutlaka önlenmelidir. Bu nedenden dolayı sistemler çok ağırdır.
Kullanım yerleri
Deneyler ve prtaik uygulamalardan dolayı aşağıdaki malzemelerin işlenmesi ile ilgili kapsamlı deneyimler vardır:
Sert krom ve wolfram kabit kaplamaları, sert metal, alüminyum, bakır, lastik, seramik, plastik malzeme ve nikel alaşımları.
Parça spektrumu
Parça spektrumu şöyledir: tifdruk merdaneleri, folyo merdaneleri, lastik merdaneler, kaldırma kolu milleri, yatak yuvaları, sızdırmaz yüzeyler, piston çubukları, kopyalama merdaneleri, pnömatik pistonlar, gazlı pistonlar, valf iticileri, çalıştırma kolu milleri, küresel valfler, baskı aksları ve daha birçok benzeri.
Deneyimlerden faydalanmak
İstenen sonuçlara ulaşmak için, işleme parametreleri mutlaka ilgili uygulamaya en uygun şekilde uydurulmalıdır. Bu nedenle pratik uygulamada şu sorular sıkça sorulur:
- İş parçası hangi hızla dönemlidir?
- Hangi baskı basıncı uygulanmalıdır?
- Hangi titreşim frekansı kullanılmalıdır?
- En uygun bant ilerleme hızı nedir?
- En uygun taşlama emülsiyonu hangisidir?
- Hangi tane büyüklüğü gereklidir?
Bu sorulara cevap verebilmek için, kapsamlı teknolojik bilgi gereklidir ki bu bilgilere uzun yıllar uygulama deneyimi olan Löser firması sahiptir. Böylece ayarlama değerleri her uygulama için ve az deneme ile en uygun duruma getirilebilir.
Özet
Süperfiniş işlemi, yüzey talepleriyle ilgili mikrometre mertebesinde taşlama yöntemidir. Aynı kalan, tekrar üretilebilir yüzey kalitesi olarak 0,004 µm’ye kadar ulaşılabilir. Çeşitli malzemeler ve iş parçası formları ile çalışılabilir. İşleme süreleri azaltılır, işleme sonucu optimize edilir.



